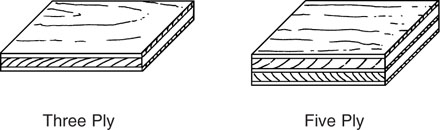
The illustrations on the right show plywood made with three layers and five layers.
Archaeologists have uncovered evidence that the practical use of adhesives and veneer was part of the craftsman’s art 4,000 years ago. Veneer was used in the construction of ornamental cabinets and other articles in Egypt during the reign of the great Pharaohs and later in the early Greek and Roman civilisations.
There is an absence of evidence to show that veneering was practised during the middle ages, but the art was revived in Italy during the Renaissance in the 15th century. By the 17th century veneering was practised throughout Europe.
The development of furniture styles and the utilisation of a greater range of fancy timbers further popularised the use of veneer in the furniture industry. The introduction of machines during the Industrial Revolution of the 19th century included the use of large circular saws for cutting veneer.
Circular saws are very wasteful of material when cutting thin veneers and are rarely used in the commercial production of veneer today. Large lathe-like machines and guillotine-like slicers are used to produce most of the veneer in the modern timber industry.
Rotary cutting or ‘peeling’ is the method used to produce most of the veneer used today. The selected log is suspended in a large lathe and rotated. A blade, which is the full length of the log, is advanced towards the centre of the log cutting or peeling the veneer in a continuous sheet which is uniform in thickness.
Veneer is produced in thicknesses ranging from 1mm to 6mm. The thickness is regulated by adjusting the rate at which the blade is advanced into the rotating log.
Slicing is the method used when special grain effects are required for face veneers. A guillotine type operation utilises a blade which is the full length of the wood stock. This blade slices vertically through the stock and produces veneers by parallel cuts.
Special grain effects and figure variations can be achieved by using wood stock from a fork of a tree, at or near a knot or near the butt. These variations in veneer pattern result from variations in the tree’s own cell formation or from differences in the colours of heartwood and sapwood. Sliced veneer sheets are numbered and stacked as they are cut. Numbering the sheets assists in matching the figure patterns in the production of plywood and veneered particleboard.
Sawing is rarely used in the production of veneer in Australia. Veneer saws are very large in diameter and have very small finely set teeth. These saws are specially designed for the purpose of cutting thin veneers with a minimum of waste sawdust. Sawing is used to produce veneer when the wood stock is too hard, too brittle or has too ‘wild’ a grain to use the conventional methods of rotary cutting and slicing.
When veneers are cut the woodstock is either steamed or soaked with hot water. The high moisture content of the cut veneer must be stabilised before the veneer sheets are glued and pressed in the production of plywood or veneered particle board. The sheets of veneer are dried in air drying racks or by passing them through a drying kiln.
The manufacture of plywood usually involves the bonding of three or more veneers (or plies) together so that the grain direction is at right angles in alternate layers. Although two-ply is sometimes made specially for bending, the majority of plywood sheets have an odd number of layers, varying from 3 to 21.
|
The illustrations on the right show plywood made with three layers and five layers. |
|
To improve strength and stability of the plywood sheet, the odd numbered veneers are usually placed with the grain direction running along the length of the sheet. The even numbered or cross bonded layers often differ in thickness from the others and have the grain running across the sheet.
Plywood sheets may be bonded with different types of glue depending on the use to which the material will be put. Interior grade plywood is bonded with glue that is not moisture resistant while exterior and marine grade plywood is bonded with water resistant adhesive. ‘Water-proof’ plywood is usually identifiable by the black glue lines visible on the edges of the sheets. Manufacturers usually use the dark coloured phenolic formaldehyde for exterior grades of plywood.
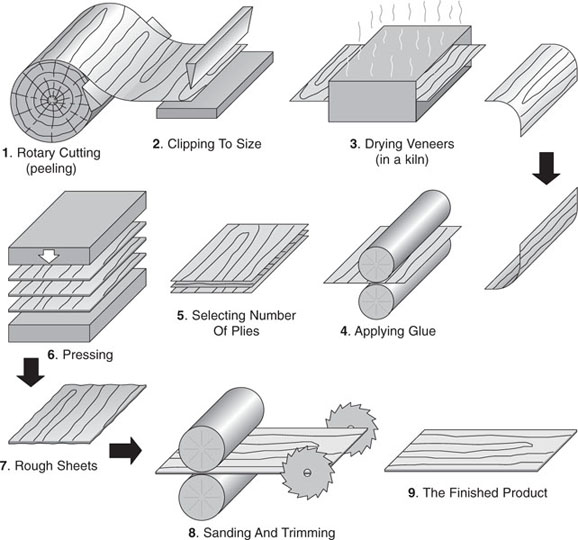
The following flow chart illustrates the stages of the plywood manufacturing process.
Since the introduction of particle board the usage of plywood in Australian industry has decreased. However, there are still applications for plywood in all branches of construction work for wall sheeting, partitions, doors, formwork for concrete projects, beams and trusses.
In boat building plywood is used for frames, decks, planking and hull sheeting. The furniture industry uses plywood sheets of varying thickness for applications such as carcass construction, doors, panels, shelves, cupboard backs and drawer bottoms.
Before leaving this page, think of what you've just been reading, and test yourself with these questions.
[[ mc /f /r ][ If an interesting grain design was desired for a piece of furniture, which cutting method would be used? ][ * Rotary cutting ][ Slicing ][ * Sawing ][ Slicing is the method used when special grain effects are required. ]]
[[ mc /f /r /s ][ Veneer is often cut from dry wood. ][ * True ][ False ][ The woodstock is steamed or soaked before being cut. ]]
[[ mc /f ][ Choose the most accurate description of the layers of a typical plywood sheet: ][ Odd number of layers with alternating grain directions ][ * A single sheet of veneer is a plywood sheet ][ * Odd number of layers with grains running in the same direction ][ * Even number of layers with differing thickness and grain direction ][ They have an odd number of layers with alternating grain direction, and often differing thickness in the even layers. ]]
[[ so /f ][ Put these steps of making plywood in the correct order: ][ Peeling ][ Clipping to size ][ Drying ][ Apply glue ][ Select ply count ][ Pressing ][ Rough sheets ][ Sanding and Trimming ][ Finished plywood ][ As the flow chart above shows, Peeling > Clipping > Drying > Glue > Ply count > Press > Rough sheets > Sanding > Plywood. ]]
[[ mr /f ][ Select the advantages that plywood has over timber: ][ Cross bonding creates strength ][ Panels with matching patterns ][ Much larger sizes are available ][ * Edges don't require sealing ][ * Can't easily be sanded through ][ * Easier to work with ][ Cross bonding, matching patterns and larger sizes are plywood's advantages over timber, whereas the rest are timber's advantages over plywood. ]]
[[ mc /f /r /s ][ Since the introduction of particle board, boat building is now the only industry that still uses plywood. ][ * True ][ False ][ There are still uses for plywood across multiple industries including boat building, furniture making, and construction. ]]
[[ sh ][ PARTICLEBOARD ]]The introduction of particleboard in the 1960s revolutionised the cabinet making and joinery industries. Panels which previously had to be framed and sheeted with plywood or hardboard could now be simply cut from a sheet of particleboard.
The production process of particleboard utilises the thinnings and trimmings from pine plantations as well as whole trees which are cultivated specifically for the production of particleboard and other manufactured boards.
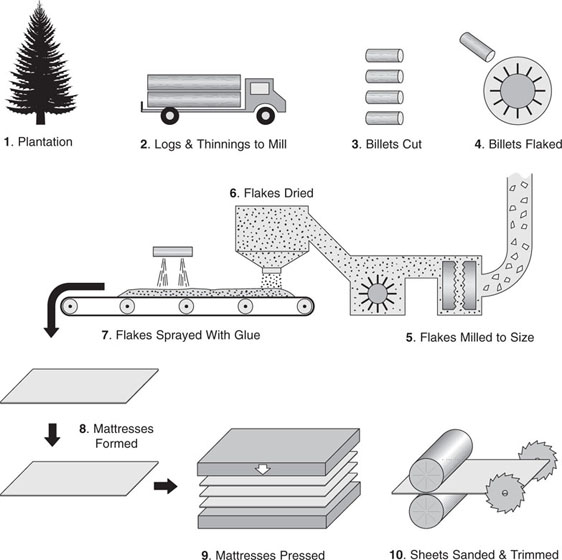
The various stages in the production of particleboard are listed below.
The following flow chart illustrates the main stages of the particleboard manufacturing process.
Particleboard is used in cabinet construction and building fitouts for almost any purpose where a panel is required; for example, doors, shelving and tops. Plain sheets can be used where a painted surface is required, while fancy veneered sheets can be used for a polished natural wood finish.
Particleboard sheets are also available with melamine surfaces, either plain white or with a pattern such as wood grain. These sheets are used in kitchen cupboards and other cabinet work.
Particleboard flooring is used extensively in the building industry. These sheets are manufactured specially for this purpose. They are darker in colour than standard particleboard sheets. The dark colour is caused by the use of water resistant glue such as phenolic formaldehyde in manufacture. Standard particleboard produced using urea formaldehyde to bond the flakes together will disintegrate when exposed to lengthy periods of dampness because the glue is affected by moisture.
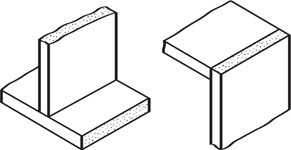
The diagrams illustrate simple butt and housing joints used with particleboard. These joints would be glued and clamped or glued and fixed with nails or screws.
 |
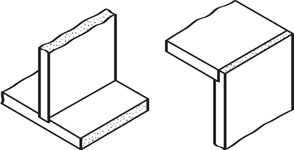 |
| Butt Joints | Housing Joints |
Before leaving this page, think of what you've just been reading, and test yourself with these questions.
[[ so /f ][ Put these stages in the correct order for the production of particleboard: ][ Plantation ][ Logs to mill ][ Billets cut ][ Billets flaked ][ Flakes milled ][ Flakes dried ][ Flakes sprayed with glue ][ Mattresses formed ][ Mattresses pressed ][ Sanding and trimming ][ As the above flowchart shows: Plantation > Logs to mill > Billets cut > Billets flaked > Flakes milled > Flakes dried > Flakes sprayed with glue > Mattresses formed > Mattresses pressed > Sheets sanded and trimmed. ]]
[[ mr /f ][ Select some of the advantage of particleboard: ][ Strength is evenly distributed through the sheet ][ Can be easily worked with hand tools ][ * More absorbent than timber ][ * Is considered environment friendly ][ Particleboard has evenly distributed strength and can be easily worked with hand tools. ]]
[[ mc /f ][ Edges of particleboard may require two coats of glue because: ][ The structure is porous and often absorbs the first coat ][ * The chemicals from production react with the glue losing adhesiveness ][ * People applying the first coat often glue the wrong place ][ * They don't require two coats, one will be enough ][ The porous structure means the first coat of glue will be absorbed and won't leave enough for a bond. ]]
[[ mm /f ][ Match the particleboard sheet with its industry use: ][ Plain sheet ~ Painted surface required ][ Veneered sheet ~ Natural wood Finish ][ Melamine surfaced ~ Kitchen cupboards ][ Water resistant darker sheet ~ Flooring ][ You use plain sheets for a painted surface, veneered sheets for a fancy natural wood finish, melamine surfaces for kitchen and other cupboards, and water resistant sheets for flooring. ]]
[[ sh ][ HARDBOARD ]]Australian hardboard is manufactured under various trade names such as Masonite, which takes its name from an American, WH Mason who first began experimenting with compressed building boards in 1924.
The flow chart which follows illustrates the main stages of the hardboard manufacturing process.
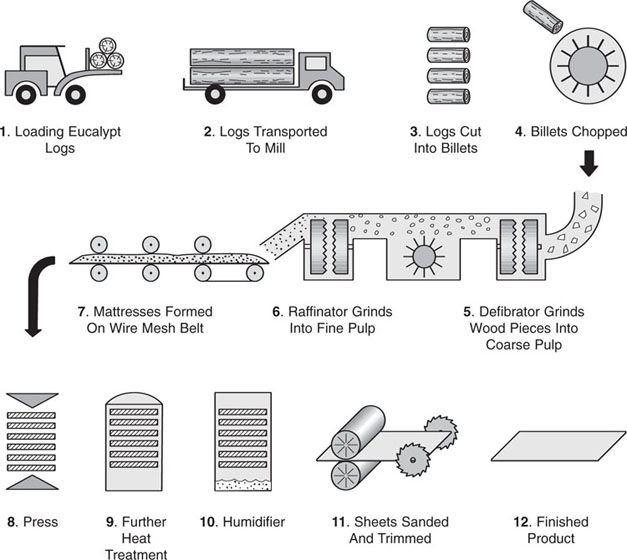
Hardboard is manufactured from hardwood chips, mainly eucalypt, pulped with water and then spread as a ‘mattress’ on a moving wire mesh screen. The mattresses are compressed at a high pressure in large hydraulic presses. The pulp mattresses are heated to about 240°C as they are pressed to form tough, dense, grainless sheets.
After pressing, the sheets are treated in humidifying ovens to stabilise the moisture content at 5% to 8%. Sheets are then sanded and trimmed to the exact sizes required. The process diagram on the previous page further explains the production process.
Most standard sheets require wetting on the back and stacking flat for about 24 hours before use to stabilise the moisture content. The procedure helps to prevent buckling of the sheets after they are fixed in position.
Some pre-primed (painted) types do not require wetting before they are nailed to the supporting frame. Care should be taken to read and follow the fixing instructions which are usually printed clearly on the sheet.
A sharp, fine-toothed hand saw should be used to cut sheets of hardboard which should be well supported to prevent movement which may cause breakage when cutting.
When sheets are fixed with edges butted together the edges should be vee-jointed or covered with a cover strip.
Carcass construction requires a supporting frame or corner members on which sheet edges can be fixed.
Traditionally, the most common use for hardboard has been for internal wall sheeting in the housing construction industry, i.e. for walls and ceilings.
The furniture industry utilises hardboard for cupboard backs, drawer bottoms and other purposes where a thin rigid sheet is required.
Some standard internal panel doors are sheeted with hardboard.
Hardboard sheets are also produced for special purposes, for example, pegboard and slotboard may be used for display boards and tool racks and standard hardboard is produced in special sizes to use as underlay for floor coverings.
Before leaving this page, think of what you've just been reading, and test yourself with these questions.
[[ so /f ][ Put these stages in the correct order for the hardboard manufacturing process: ][ Load logs ][ Logs transported to mill ][ Logs cut to billets ][ Billets chopped ][ Grinds into coarse pulp ][ Grinds into fine pulp ][ Mattresses formed ][ Pressed ][ Heat treatment ][ Humidifier ][ Sanded and trimmed ][ Finished hardboard ][ As in the above flowchart: Load logs > Transported to mill > Cut to billets > Billets chopped > Ground into coarse pulp > Into fine pulp > Mattresses formed > Pressed > Heat treatment > Humidifier > Sanded and trimmed > Finished hardboard. ]]
[[ mc /f /r ][ The main hardwood source of wood chips for hardboard is: ][ Eucalypt ][ * Redwood ][ * Gum ][ * Maple ][ Eucalypt is the main source of the hardwood chips used. ]]
[[ mc /f ][ Which procedure should be followed to help prevent buckling after being fixed? ][ Stabilising moisture content ][ * Keeping the board well supported during the cutting process ][ * Vee-jointing edges that butt together ][ * Placing the screws close to the edges ][ Wetting the back and stacking for 24 hours stabilises moisture content and helps prevent buckling. ]]
[[ sh ][ MEDIUM DENSITY FIBREBOARD ]]Medium density fibreboard or MDF, is manufactured using basically the same process as for particleboard. The main difference is that in manufacturing MDF, the wood chips are pulped to separate the fibres which interlock to create the sheet strength. This fine fibrous texture is fairly uniform throughout the sheet.
MDF is available in plain sanded sheets, or with a range of veneered and melamine coated surfaces. Edge treatment requirements are basically the same as for particleboard.
Before leaving this page, think of what you've just been reading, and test yourself with these questions.
[[ mc /f /r /s ][ MDF would be suitable for the inside walls of a home, but not the outside. ][ True ][ * False ][ MDF is designed for interior use. ]]
[[ sh ][ SOFTBOARD ]]In 1939, bagasse, the fibrous residue from sugar cane which remains after crushing, was compressed with an adhesive to form a soft sheet which was sold under the trade name ‘Caneite’. Modern softboard is manufactured from tops and trimmings of Radiata Pine trees.
Debarked wood is chipped, softened under steam, thickened using chemicals and adhesive and formed into a continuous wet sheet on a production line. The continuous sheet is pressed to remove the water, cut to the length required and then passed through a humidifying chamber to adjust the moisture content. Sheets are then trimmed and finished.
Before leaving this page, think of what you've just been reading, and test yourself with these questions.
[[ mc /f ][ Select the material modern softboard is manufactured from: ][ Radiata pine ][ * Sugar cane ][ * Oak ][ * Eucalypt ][ Modern softboard is made from the tops and trimmings of radiata pine trees. ]]
[[ so /f ][ Put these stages in the correct order for the softboard manufacturing process: ][ Wood chipped ][ Chips softened with steam ][ Thickened with adhesive ][ Formed into wet sheet ][ Pressed to remove water][ Cut to length ][ Moisture content adjusted ][ Trimmed and finished][ Wood is chipped > Softened with steam > Thickened > Wet sheet > Pressed > Cut > Moisture adjusted > Trimmed and finished. ]]